
488*300*11*18H型钢 鹰潭焊接H型钢 地基处理用


轮廓尺寸为3xl5Ox3Omm,壁厚1.5mm,局部约14mm,铸件内外有多个凸台、凹槽,尺寸精度为CT5,1%磁粉、局部x探伤检查,其结构工艺性差(压蜡模具由客户)。1铸件壁薄且长虽然熔模铸造因型壳内表面光洁、干燥,并且一般为热型壳浇注而允许壁厚设计较薄,但是该铸件处为1.5mrn/单边,并且长达3mm,使得充型困难;同时由于壁厚无过渡设计,造成整体凝固(即糊状凝固),不利于浇注补缩系统对铸件进行补缩,给促成理想的定向凝固或同时凝固带来了难度。2结构复杂从图3上看,该管铸件内部侧凹多,即芯子数量多,抽芯难度大;并且孔的深度长为275mm,也加大了抽芯难度和涂料制壳时倒料撒砂的难度,并且易产生内壁鼓瘪等铸造缺陷。经小且深度深内径处为25ram,处为6.5mm,虽为通孔,但是深度在15~275mm之间,给抽芯和涂料、制壳(倒料撒砂)造成困难,易产生内壁鼓瘪铸造缺陷;而且由于内径的涂料、撒砂层数减少,致使模壳强度降低而导致壳变;同时在制模过程中,由于模料挤压作用,而导致尿素芯子偏离,即产生蜡模壁厚不均而报废。轧三特钢
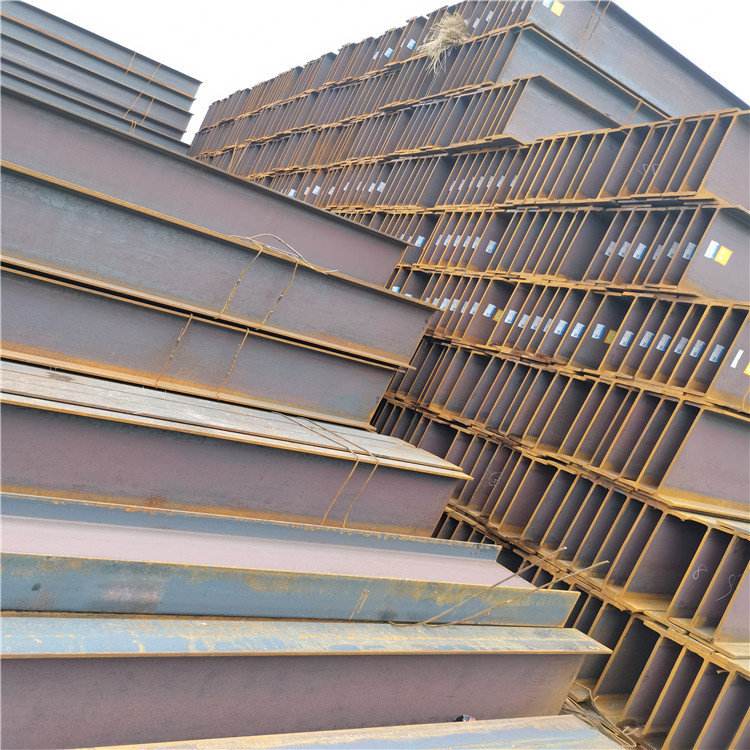
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在7 称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大 H型钢 鹰潭焊接H型钢 地基用B33CLB38CLB42CL有良好冷成型性能,用于汽车滚型车轮轮网及轮幅。B44QZRB LB42LB51DL汽车大梁、横梁用。锅炉及压力容器用钢Q/BQB32H HII(P265GH)19Mn6(P355GH)除保证常温性能外,还保证较高温度下的力学性能,适用于蒸汽锅炉设备,较高工作温度的压力容器及类似结构件。
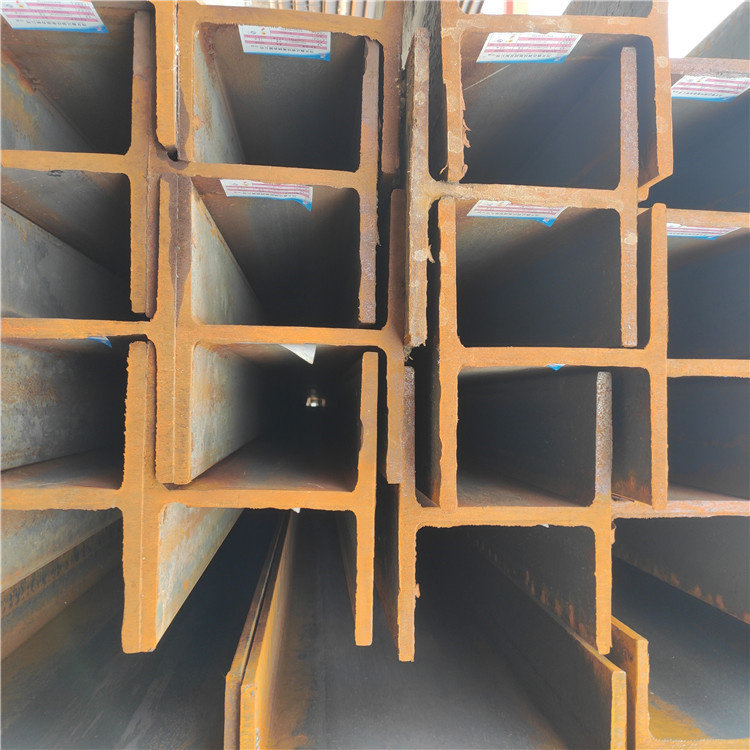
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和 1*18H型钢 鹰潭焊接H型钢 地基用所形成的硫化锰,可改善钢的切削性能。锰使钢的抗拉强度σb和屈服强度σs有所提高,塑性有所降低,对于钢的冷塑性变形是不利的。但是锰对变形力的影响仅为碳的1/4左右。所以,除特殊要求外,碳钢的含锰量,不宜超过.9%。硅(Si)硅是钢在冶炼时脱氧剂的残余物。当钢中含硅量增加.1%时,抗拉强度σb提高13.7Mpa。经验表明,含硅量超过.17%且含碳量较高时,对钢材的塑性降低有很大的影响。在钢中适当增加硅的含量,对钢材的综合力学性能,特别是性极限有利,还可增加钢的耐蚀性。围绕着汽车车身试制、大型覆盖件模具的快速,近年来也涌现出一些新的快速成型方法,目前已始在生产中应用的无模多点成型及激光冲击和电磁成型等技术。它们都表现出了降低成本、提率等优点。模具设计与能力状况在 产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计技术已在很多模具企业得到应用。虽然如此,我国的冲压模具设计能力与市场需要和先进水平相比仍有较大差距。